L’essentiel à retenir : le décolletage transforme des barres métalliques en composants de haute précision grâce à une rotation rapide et un usinage simultané. Ce procédé garantit une productivité maximale et une répétabilité au micron près pour les secteurs exigeants.
Comment garantir la fiabilité de vos composants quand les tolérances se mesurent au micron ? Cet article détaille le procédé de décolletage industriel, une technique d’usinage par enlèvement de matière en barre qui répond aux exigences critiques des secteurs aéronautique et médical. Vous découvrirez comment l’arbitrage entre tours à cames et centres CNC optimise votre productivité tout en maîtrisant l’usinabilité des alliages complexes.

- Le procédé de décolletage industriel et son cycle opératoire
- Performance comparée des tours à cames et des centres CNC
- Sélection des matériaux et gestion des tolérances serrées
- Modernisation 4.0 et intégration de la chaîne logistique
Le procédé de décolletage industriel et son cycle opératoire
Le décolletage de pièces industrielles constitue le cœur battant de la production de précision, transformant la matière brute en composants critiques pour l’aéronautique ou le médical. Voici comment cette technique domine l’usinage moderne.
Usinage par enlèvement de matière en barre
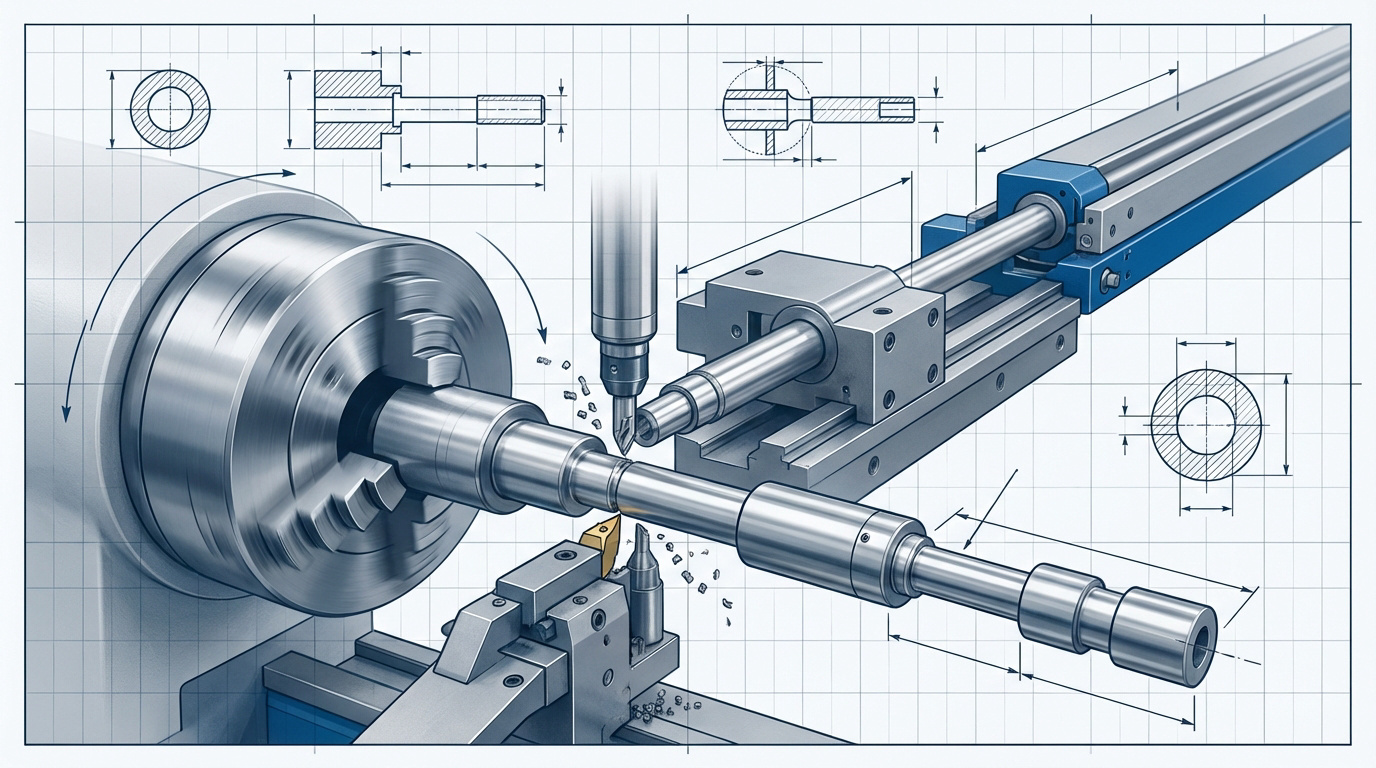
Le principe repose sur l’usinage de barres métalliques ou plastiques. La matière avance progressivement vers des outils fixes ou rotatifs. Ce flux continu garantit une efficacité redoutable en atelier.
La cinématique est ici spécifique. La barre tourne à très haute vitesse dans la décolleteuse. Cela permet une coupe nette, rapide et une évacuation optimale des copeaux.
La poupée mobile est l’élément clé. Elle soutient les pièces longues. Elle évite ainsi toute flexion durant l’usinage.
Étapes de production du chargement au tronçonnage
L’embarreur automatique alimente la machine en continu. Ce système travaille sans intervention humaine constante. La productivité globale s’en trouve ainsi largement augmentée.
La séquence d’usinage simultané impressionne. Plusieurs outils travaillent en même temps sur différents axes CNC. Cela réduit drastiquement le temps de cycle. La précision reste pourtant chirurgicale sur chaque
opération effectuée.
Le tronçonnage final conclut le cycle. La pièce finie est séparée proprement. Elle quitte alors la barre mère.
Distinctions techniques face au tournage classique
Le décolletage privilégie la production de masse avec des copeaux fins. Le tournage classique traite souvent des pièces unitaires. Les débits de matière diffèrent totalement entre ces deux méthodes.
Le travail en barre élimine les reprises manuelles fastidieuses. C’est un avantage majeur pour la productivité. Le gain de temps est immédiat.
Le flux continu est l’atout majeur ici. On oppose le travail en barre au travail en lopin. Cette continuité assure une rentabilité supérieure.
Performance comparée des tours à cames et des centres CNC
Après avoir compris le mouvement, il faut choisir l’outil : la force brute mécanique ou l’intelligence numérique.
Rentabilité des systèmes mécaniques pour les volumes massifs
Analyser la cadence des tours à cames. Ces machines traditionnelles utilisent des cames physiques pour piloter les mouvements. Elles sont extrêmement rapides.
Expliquer pourquoi elles restent imbattables sur le coût unitaire. Une fois réglées, elles produisent des millions de pièces identiques. L’investissement est amorti rapidement.
Évoquer la robustesse. Ces mécaniques anciennes durent des décennies avec un entretien minimal.
Précision des commandes numériques sur les séries complexes
Valoriser la flexibilité du CNC. La programmation informatique permet de créer des formes géométriques très complexes.
Détailler la gestion électronique des corrections. Le système ajuste les cotes en temps réel selon l’usure. Cela garantit une régularité parfaite sur toute la production. Les erreurs humaines disparaissent quasiment.
Montrer l’avantage du multi-broches. Plusieurs têtes travaillent de concert pour gagner en efficacité.
Optimisation du choix machine selon la taille de série
Établir les seuils de rentabilité. Le CNC est idéal pour les petites et moyennes séries. Les cames dominent dès que les volumes explosent.
Discuter des temps de réglage. La méthode SMED réduit les arrêts machines entre deux séries.
Proposer des critères de décision. Le choix dépend du budget et de la complexité technique.
Sélection des matériaux et gestion des tolérances serrées
La machine ne fait pas tout, car la matière impose ses propres règles de résistance et de précision.
Usinabilité des aciers inox et alliages de cuivre
L’inox chauffe intensément l’outil. Sa ténacité complique la formation du copeau. À l’inverse, le laiton se fragmente avec une grande facilité lors de la coupe.
Voici les matériaux couramment utilisés pour le décolletage industriel : comment sont fabriquées les pièces mécaniques de haute précision ?
- Aciers de décolletage spécifiques.
- Aluminium pour sa légèreté.
- Plastiques techniques comme le PEEK pour l’isolation.
La dureté excessive réduit la longévité des plaquettes. Un métal trop dur accélère l’usure.
Protocoles de métrologie pour la précision au micron
Les machines de mesure tridimensionnelles (CMM) sont indispensables. Elles valident les cotes au micron près en fin de production.
La chaleur dilate le métal durant l’usinage intensif. Il faut donc climatiser les ateliers ou compenser électroniquement les variations. C’est le prix à payer pour une précision absolue. Sans cette rigueur, la dérive thermique fausse les résultats.
Le contrôle statistique est primordial. La MSP surveille la stabilité réelle de la fabrication.
Importance des opérations de parachèvement et finitions
L’ébavurage élimine les résidus métalliques. Un nettoyage haute pression retire les huiles. Cela garantit une propreté finale impeccable pour chaque composant.£
Les traitements thermiques sont appliqués ensuite. Ils augmentent la dureté superficielle pour mieux résister à l’usure mécanique.
Le zingage ou le nickelage sont souvent privilégiés. Ces revêtements protègent efficacement les surfaces contre la corrosion.
Modernisation 4.0 et intégration de la chaîne logistique
Pour rester compétitif, l’atelier doit désormais se connecter au monde et optimiser chaque goutte d’huile.
Automatisation des flux pour limiter les non-conformités
L’apport de la robotisation transforme l’atelier. Les bras articulés chargent les pièces et effectuent des contrôles optiques. Cela libère les opérateurs des tâches répétitives
La réduction des rebuts devient concrète. La connectivité permet de détecter une dérive avant qu’elle ne devienne critique. Les données circulent en temps réel.
On répare avant la panne grâce aux capteurs. La maintenance préventive sécurise la production.
Enjeux environnementaux liés aux huiles et fluides de coupe
La filtration des huiles est un levier majeur. Le recyclage en circuit fermé réduit l’empreinte écologique.
La gestion des déchets repose sur des actions précises :
- Essorage des copeaux pour récupérer l’huile.
- Compactage des résidus métalliques.
- Valorisation par les filières de recyclage.
Les ateliers modernes filtrent les brouillards d’huile. Ils respectent ainsi les normes d’émissions strictes.
Synergie entre usinage et assemblage dans la Vallée de l’Arve
Le modèle de la Vallée de l’Arve fait référence. Ce pôle de compétitivité regroupe des experts mondiaux du micro-usinage. La proximité crée une émulation technologique unique.
L’intégration du montage apporte une valeur ajoutée. Le décolleteur livre des sous-ensembles complets plutôt que des pièces isolées. Cela simplifie la logistique du client.
Le décolletage industriel garantit une précision au micron grâce à l’usinage en barre, la performance des centres CNC et un contrôle métrologique rigoureux. Optimisez dès maintenant vos cycles de production pour gagner en rentabilité et sécuriser vos approvisionnements stratégiques. Maîtrisez chaque détail technique pour transformer vos exigences mécaniques en succès industriels durables.
FAQ
Quelle est la différence technique entre le tournage classique et le décolletage ?
Bien que ces deux procédés reposent sur l’enlèvement de matière par rotation, le décolletage se distingue par l’utilisation systématique de matière en barres et de machines spécialisées appelées décolleteuses. Contrairement au tournage traditionnel, souvent dédié à des pièces unitaires ou de petites séries sur des lopins, le décolletage est optimisé pour la production de masse de composants complexes avec une automatisation poussée.
La précision est renforcée par des dispositifs comme la poupée mobile ou le canon de guidage, permettant d’usiner des pièces de petit diamètre avec des tolérances extrêmement serrées. Le cycle opératoire est conçu pour minimiser les interventions humaines et réduire le coût unitaire sur de gros volumes.
Faut-il privilégier un tour à cames ou un centre CNC pour la production ?
Le choix dépend exclusivement de la complexité de la pièce et du volume de la série. Les tours à cames, technologies mécaniques robustes, restent imbattables en termes de cadence et de coût pour la fabrication de millions de pièces simples. Une fois le réglage initial effectué, leur répétabilité assure une rentabilité maximale sur le long terme.
À l’inverse, les centres à commande numérique (CNC) offrent une flexibilité indispensable pour les géométries complexes et les séries limitées. La programmation informatique permet des corrections de cotes en temps réel et une adaptation rapide aux changements de production, ce qui est crucial pour les secteurs de haute technologie comme le médical ou l’aéronautique.
Quels matériaux sont les plus adaptés au décolletage de précision ?
Le décolletage permet de transformer une grande variété de matériaux, des métaux ferreux aux plastiques techniques. Les aciers de décolletage et les alliages de cuivre, comme le laiton, sont plébiscités pour leur excellente usinabilité. Pour des applications plus exigeantes, l’acier inoxydable, l’aluminium ou le titane sont couramment utilisés, bien qu’ils imposent des contraintes thermiques plus fortes sur les outils de coupe.
Le choix du matériau est dicté par les contraintes mécaniques et environnementales de la pièce finale. Dans certains secteurs de pointe, on utilise également des polymères haute performance comme le PEEK pour ses propriétés d’isolation et de légèreté.
Comment est garantie la précision micrométrique des pièces industrielles ?
La maîtrise de la précision repose sur des protocoles de métrologie rigoureux et l’utilisation d’instruments de mesure de haute technologie, tels que les machines à mesurer tridimensionnelles (CMM) et les micromètres laser. Ces outils permettent de valider la conformité des pièces par rapport aux plans CAO initiaux, parfois à l’échelle du micron.
En production intensive, la gestion des dérives thermiques est un facteur critique. Les ateliers modernes stabilisent la température de l’environnement ou utilisent des systèmes de compensation électronique pour contrer la dilatation du métal. Le contrôle statistique des processus (MSP) assure enfin une surveillance constante de la stabilité de la ligne de production.
Quelles sont les étapes de finition après l’usinage des pièces ?
Une fois la pièce tronçonnée, plusieurs opérations de parachèvement sont nécessaires pour garantir la fonctionnalité et la longévité du composant. L’ébavurage et le nettoyage haute pression permettent d’éliminer les résidus métalliques et les huiles de coupe. Des traitements thermiques peuvent ensuite être appliqués pour augmenter la dureté superficielle de la matière.
Enfin, des traitements de surface comme la passivation, le zingage ou le nickelage protègent les pièces contre la corrosion. Le marquage laser est également fréquent pour assurer la traçabilité complète des composants, une exigence majeure dans les industries aéronautique et médicale.
 L’importance du contrôle qualité dans l’usinage des pièces mécaniques
L’importance du contrôle qualité dans l’usinage des pièces mécaniques
 Injection, rotomoulage, soufflage… Quels sont les principaux procédés de fabrication de pièces en plastique ?
Injection, rotomoulage, soufflage… Quels sont les principaux procédés de fabrication de pièces en plastique ?
 Utilisation du jet d’eau : comment tailler avec précision tous matériaux ?
Utilisation du jet d’eau : comment tailler avec précision tous matériaux ?
 À qui confier l’usinage des pièces mécanique nucléaire ?
À qui confier l’usinage des pièces mécanique nucléaire ?